




Total Productive Maintenance (TPM) combines the traditionally American practice of preventive maintenance with total quality control and total employee involvement to create a culture where operators develop ownership of their equipment, and become full partners with maintenance, engineering and management to assure that equipment operates properly every day.
As part of modern TPM applications, the asset owner/operator performs much, and sometimes all, of the routine autonomous maintenance (AM) tasks.
Autonomous maintenance ideally ensures appropriate and effective efforts are expended since the machine is wholly the domain of one person or team. TPM is a critical adjunct to lean manufacturing. If machine uptime is not predictable and if process capabilities are not sustained, the processes become unstable and production flows will be interrupted.
One way to think of TPM is “asset deterioration prevention” and “maintenance prevention”, not fixing/repairing machines in a constant reactive environment. For this reason, TPM is also referred to as “Total Productive Manufacturing” or “Total Process Management”. TPM is a proactive approach that essentially aims to prevent any kind of losses before occurrence. Its motto is “zero error, zero work-related accident and zero loss.”
Reacting to breakdowns and dealing with production losses is unfortunately still a daily routine for most asset-intensive manufacturing organizations. Competition continues to raise the bar, thus increasing pressure on the “cost of goods sold” (COGS) and the opportunity costs of lost production. With the globalization of manufacturing of most products, organizations must compete with low-cost producers and are forced to take action.
What action to take? If it were as easy as hiring a smart leader for manufacturing, every plant would have the shiny wall plaque that illustrates their brilliance for excellent performance. Operational Excellence (OpEx) is based on a holistic asset design, asset care and asset management concept powered by Reliability Excellence (Rx). It requires total collaborative, fully integrated effort by all functional departments at a plant.
Driving an organization toward OpEx is a realistic goal when there is solid Rx program and project management coupled with proven TPM strategies.
From experience, Life Cycle Engineering knows that if the fundamentals of asset reliability are not in place, it is difficult to sustain TPM. Even with significant activities and training, sustainability is a challenge. LCE assures that all Rx elements are in place to support the TPM culture to grow in a responsible manner with the target of achieving Operational Excellence.
The goal of this article is to show that a basic asset-centric care program can be an effective foundation for a fully functioning preventive and predictive maintenance and operator care program. Operator care correctly applied can make a profound contribution to any organization implementing a Six Sigma, continuous improvement or similar quality strategy.
Most importantly, basic operator care can have a significant positive effect on asset availability coupled with reductions in operations and maintenance expenditures through the achievement of increased asset reliability.
In this article, we will concentrate on some conceptual issues to operator care:
- What is operator care
- Origins of operator care
- Operator care and Six Sigma, CI, other improvement methods
- Operator care as part of the overall asset reliability strategy
- Benefits of TPM/AM operator care programs
What is Operator Care?
Operator care is a commitment by plant management, operations and maintenance to ensure that assets maintain their expected level of quality and volume for output, while reaching their expected life span within the plant. Operator care attempts to greatly reduce or eliminate reactive maintenance and is driven by operations/production. In operator care environments:
- Plant condition is optimum (TPM and 5-S are applied)
-
Operators are engaged in asset care
- Tighten, lubricate, clean, (detect, inspect, correct)
- Can be autonomous maintenance (AM) (operator-performed maintenance)
- Standard operating procedures are in use
- Reliability and operability is included in the design
- Equipment standardization is evident
- Skills (hard and soft) training is continuous
- Loss elimination is ongoing; overall equipment effectiveness (OEE) is being measured
- Small cross-functional teams are solving problems (failure modes and effects analyses, five-why’s, etc.)
TPM is Operator Driven
The operators’ creed of TPM is as follows:
- Keep it clean
- Keep it lubricated
- Monitor for degradation
- Maintain it before production is affected
- Simplify and improve it

These elements are all carried out in a thorough asset care regimen. The investigative part of this regimen also attempts to catch incipient problems by monitoring assets for both visual (qualitative) and measurable (quantitative) indications of change.
Along with the inspection processes of the program, an operator care process focuses on continued education of operators (all shifts), maintenance and reliability staff. Operator care puts high emphasis on both operator-managed inspection programs and lubrication management efforts.
Origins of TPM/AM and Operator Care
In the 1950s, the Japanese industry, faced with considerable challenges, developed a variant of planned maintenance now known as Total Productive Maintenance (TPM).
As with planned maintenance, frequent inspections are a fundamental tenet of the TPM process, with a heavy emphasis on involving equipment operators in the inspection process. Operator care is derived from several of the concepts (“pillars”) of TPM. Some of these concepts are found in the sample slides shared below. They are from a TPM conference in India and are courtesy of Shiram Pistons & Rings Ltd., an automotive manufacturer in that country.
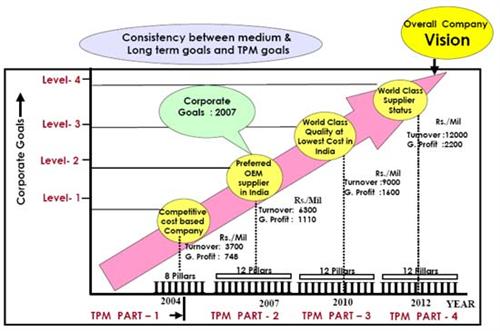
4. Fusion of Corporate Management & TPM

7. People Development
Operator Care and Six Sigma, CI, Other Asset Improvement Methods
A Six Sigma (DMAIC) systemic quality program provides businesses with the tools to improve the capability of their business processes. Six Sigma can be defined as a disciplined, data-driven approach and methodology for eliminating defects in a wide variety of processes, which includes all forms of manufacturing and process industries.
A key element of Six Sigma programs is “kaizen”, the Japanese process of continuous improvement using a variety of problem-solving and analysis techniques. One of the fundamentals of the Six Sigma approach is the requirement for data. Data sets are used to determine the original state of a process, the current state of that process, the rate of improvement and the proximity of the process to the desired quality levels.
Operator care, with its emphasis on frequent and rigorously scheduled inspections, produces a steady stream of both quantified and qualified evaluations of assets, systems and processes.
The data collected by these inspections, plus the data generated to measure the compliance to the operator care inspection schedule itself, can be used effectively to generate metrics for any Six Sigma program. A well-run basic asset care program is not only a catalyst for improvement in and of itself; it can also be one of the primary data gathering tools to evaluate the effectiveness of all continuous improvement procedures within the plant.
Operator Care is Part of Overall Asset Management and Reliability Strategy
Operator care fits in as a foundational element of a site’s total plant operational and Reliability Excellence strategy. The strategy details the availability and contribution of a plant’s resources to be used in asset inspection, condition monitoring, planning and scheduling, and logistics for the creation of a reliability program. The strategy provides for optimal use of organizational resources with sufficient asset availability to meet the organization’s output requirements.
A modern plant asset management effort uses the skill sets available within the organization (and through the judicious use of external expertise) to generate improvements in all elements of LCE’s Reliability Excellence model (see www.lce.com/Reliability_Excellence_Model_15.html).
The results of implementing all integrated elements holistically can consequently lead to substantial performance improvements, value creation and securing a competitive advantage.
Benefits of TPM/AM Operator Care Programs
Operator care programs have been implemented in hundreds of organizations – both in process and discrete manufacturing facilities. Benefits of a successfully implemented asset care and reliability improvement program include:
- Improvement in OEE
- Manufacturing Cost Trend
- Labor Utilization
- Production Lead Time Trend
- Positive Impact on EHS performance
The table below indicates return of investment (ROI) data of recent successful LCE Rx implementations.


Total Productive Maintenance … Defined
TPM – A company-wide team-based effort to build reliability into equipment and to improve overall equipment effectiveness
Total
- All employees are involved
- It aims to eliminate all accidents, defects and breakdowns
Productive
- Actions are performed while production goes on
- Troubles for production are minimized
Maintenance
- Keep in good condition
- Repair, clean, lubricate
TPM Principles
- Increase overall equipment effectiveness (OEE)
- Improve existing planned maintenance systems
- The operator is the best condition monitor
- Provide training to upgrade operations and maintenance skills
- Involve everyone and utilize cross-functional teamwork
For more information on Life Cycle Engineering, visit www.LCE.com.
