3 Strategies for Continuous Improvement
Tags: continuous improvement, kaizen, lean manufacturing, six sigma

Manufacturers are faced with the challenge of increasing productivity while simultaneously reducing costs, and this can prove to be a difficult juggling act for even the most senior of professionals. To achieve these goals and develop their facility into a world-class entity, many maintenance and reliability experts are looking towards continuous improvement strategies for answers and insight.
What is Continuous Improvement?
Continuous improvement is the uninterrupted process of increasing productivity by identifying opportunities to make incremental changes in the manufacturing process that reduce waste. By reducing waste, production is streamlined, and efficiency is significantly increased.
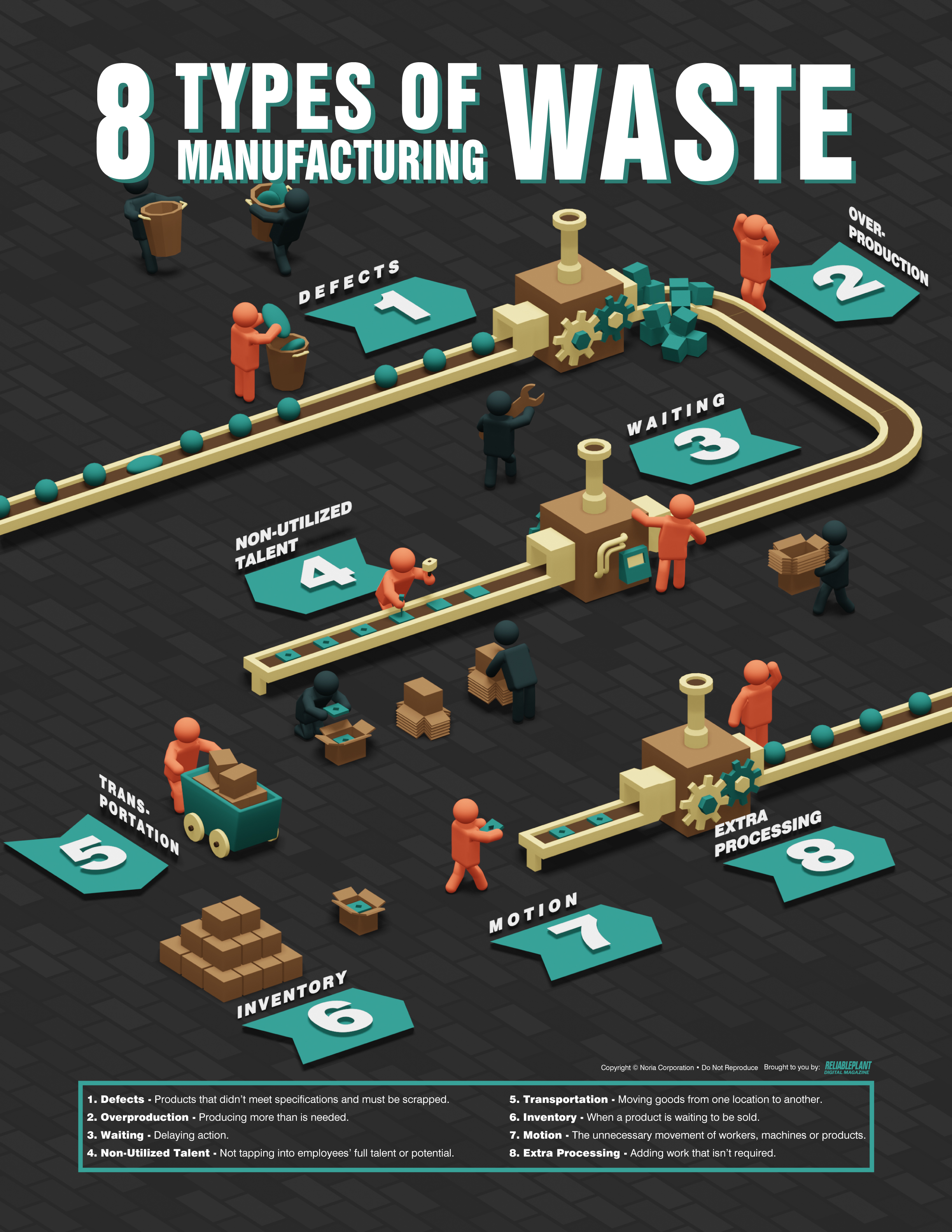
Waste can be classified as any action or process that consumes facility resources but doesn’t contribute anything of value to the end customer. Eight common types of waste include:
-
Defects: Products that don’t meet commercial specifications and must be scrapped.
- Leads to wasted time, both from fixing the issue and filing paperwork.
-
Overproduction: Producing more than is needed.
- Leads to excessive inventory, causing storage and transportation expenses.
- Waiting: Delaying action.
-
Non-Utilized Talent: Not tapping into employees’ full talent or potential.
- Creates ineffective teamwork, bad communication and unnecessary administrative tasks.
-
Transportation: The movement of goods from one location to another.
- Doesn’t add value to the final product and only creates cost.
- Inventory: When a product is waiting to be sold.
- Motion: The unnecessary movement of workers, machines or products that doesn’t add value.
-
Extra Processing: Adding work that isn’t required.
- Costs include staff time, materials used and equipment wear.
Eliminating waste is a key component of any continuous improvement strategy and is a significant factor in increasing profitability. Selecting the right strategy for you and your facility will not only decrease waste, but improve product quality and add value for the customer.
Three popular continuous improvement strategies are Kaizen, Six Sigma and the Ohno Circle. While similar in their goals, each has its own unique perspective on how to achieve the desired results, and each comes with advantages and disadvantages that must be weighed against the needs of the facility.
Kaizen
Introduced to the West in 1986, Kaizen, a Japanese term meaning “change for the better,” is a two-part system that eliminates waste in the manufacturing process by improving a facility’s existing standardized processes and procedures. The two parts include:
- Action: Teams and individual members perform precise tasks that improve specific manufacturing and maintenance activities.
- Philosophy: Managers and team members collaborate to build a workplace culture that encourages active engagement and participation.
By actively involving all employees, from the C-suite to the boots on the concrete, facilities can increase their productivity and efficiency, leading to higher profitability.
Did You Know?
Only 35% of employees are actively engaged in the workplace, but companies who actively engaged their employees increased their profitability by 21%.Source: gallup.com
There are eight steps to Kaizen, which are:
- Identify: Identify an opportunity to improve a current manufacturing process.
- Brainstorm: Brainstorm simple, repeatable processes that will improve this process.
- Implement: Implement the corrective process.
- Measure: Measure the results of the process using quantifiable data.
- Compare: Compare the result to the requirements of your desired outcome.
- Innovate: If the desired results are not achieved, identify new or improved techniques that can be applied to the process to reach the desired outcome.
- Standardize: When the program goal is met, standardize the process so it becomes part of the company culture and is easily repeatable by others.
- Repeat: Repeat the process for the next manufacturing process opportunity.
As with any method of improvement, there are advantages and disadvantages that must be explored. For Kaizen, this includes:

Six Sigma
Developed in 1986 by Motorola, Six Sigma is a combination of principles and methodologies that seek to improve product quality and decrease process variation by improving both the manufacturing and business processes of a facility.
Six Sigma closely follows the methodology of DMAIC, which believes that each process can be Defined, Measured, Analyzed, Improved and Controlled.
Did You Know?
Fortune 500 companies that deployed Six Sigma saved a combined total of $430 billion in the past 20 years.Source: corporatetraining.edu
The five steps of Six Sigma, as defined through DMAIC, are:
- Define: Define process issues that need correcting.
- Measure: Map out the current process by gathering data and identifying the issue’s root cause.
- Analyze: Analyze the data to identify process waste and defects.
- Improve: Implement improved processes geared towards minimizing the identified wastes and defects.
- Control: If successful, document the process and begin having each employee implement it to create a culture of change and progress.
While completing these steps, it’s important to keep in mind the five principles of Six Sigma, which are:
-
The customer always comes first.
- We want to bring the highest value possible to the customer. In this way, they feel satisfied with the service or product they receive, which increases their loyalty to your company and drives sales.
-
When evaluating processes, consult the data to find the waste.
- Map out all the steps of a specific process and use facility data to determine which steps are producing waste. Using data is key to determining exactly where the waste originates; using your best guess can lead to faulty conclusions and more wasted resources.
-
Make changes to eliminate the variation.
- Once the source of the waste has been located, brainstorm ideas on how to resolve the issue and restore a higher level of quality control.
-
Promote open communication and collaboration with all employee levels.
- This process has the potential to cause significant changes to processes and procedures. It’s crucial that all team members are informed and actively engaged during the entire process, otherwise systems can revert to their old patterns.
-
Be open to transformation and change.
- When a waste-producing process is identified, business in that area cannot continue as usual. To increase efficiency and productivity, change must happen. By being open to the possibilities, advanced procedures can take root that will have positive effects on the daily lives of all employees.
Some advantages and disadvantages of Six Sigma include:

Ohno Circle
Developed by Taiichi Ohno, creator of the Toyota Production Method, the Ohno Circle is a method of observation that seeks to identify waste in the manufacturing process and open lines of communication with others to resolve issues and eliminate the waste.
In the beginning, Ohno carried out this process by drawing an actual circle in a small area on the shop floor and telling a team member to stand in it for an undetermined amount of time. During this time, the team member was to observe everything that happened in this area. Ohno would periodically check in and ask thought-provoking questions about what was observed.
If the answer was not adequate, he would leave and return at another time, repeating the process until Ohno received the answer he was looking for. This process could last an hour, or it could take the whole day. In this way, he was teaching his team members the discipline to slow down and observe what their minds had become blind to in an effort to become actively engaged with their surroundings and identify overlooked waste.
Did You Know?
In total, disengaged employees in the United States cost companies up to $550 billion each year.Source: hrcloud.com
Today, the Ohno Circle proves to be more of a cultural mindset shift designed to develop team members into leaders capable of taking ownership of different processes to ensure they are streamlined and devoid of waste. Although largely a mental activity, according to AME, the idea of “standing in a circle is [to take] the time to understand reality before acting.” To do this effectively, there are five steps that must be completed.
- Choose a spot to begin your observations in the area where waste is occurring. Do not move from this spot, and do not let anyone interrupt you. Clear your mind of any other concerns and force yourself to only focus on the area or issue at hand.
- Intensely watch and assess every aspect of the area, closely evaluating the reality of the situation, not what you assume to be true.
- Formulate ideas on how to resolve the issue using the facts from your assessment stage. Don’t be afraid to think outside the box. Implement the best solution and observe the results.
- If the solution is successful in eliminating waste, take pleasure in your accomplishment. If not, something has been missed, and you must begin the process again.
- Begin developing your fellow team members’ observation and problem-solving skills by being a resource to them. Help them develop independence and confidence so they take ownership of their areas and look for ways to make improvements.
While this strategy has evolved, the principles behind the method still hold true and prove to be an effective manner of creating awareness and ownership in facility employees. By learning to observe and evaluate everything in a focused manner, they can devote 100% of their mental strengths to identifying waste in their area and developing innovative solutions that positively impact the entire facility. By slowing down at the right moments, we can eliminate waste, speed up our processes and increase production efficiency.
Advantages and disadvantages to consider with the Ohno Circle method include:

Conclusion
Continuous improvement strategies have the ability to significantly improve an organization’s profitability by evaluating processes and procedures and removing the waste within them. Although different in execution, Kaizen, Six Sigma and the Ohno Circle all have the same mission — to eliminate waste and increase efficiency and productivity. Broken down to their core, these three tactics focus on:
Kaizen: Eliminates manufacturing waste by improving existing processes. Doesn’t specify how waste is identified.
Six Sigma: Increases product quality by improving manufacturing and business processes. Identifies waste through data.
Ohno Circle: Eliminates waste in manufacturing and business processes through examinations, increased team member ownership and creative problem solving. Identifies waste through observation.
By selecting the right continuous improvement strategy for your facility, you not only develop your teams into world-class facility members, but you transform how your business operates and create an environment of positive growth that can last for generations to come.